


















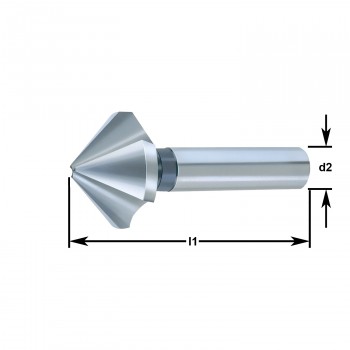
Hss-schaftkegelsenker. 90º din 335, typ c ref. g560
Zur Herstellung von 90º Senkungen.
* Hervorragend für:
• 1.1 Magnetweicheisen, Baustahl (max 400 N/mm²).
• 1.2 Baustahl, Einsatzstahl (max 700 N/mm²).
• 1.3 Kohlenstoffstahl (max 850 N/mm²).
• 1.4 Legierter Stahl (max 850 N/mm²).
• 1.5 Legierter, vergüteter Stahl (max 1200 N/mm²).
• 2.1 Rostfreier Stahl, geschwefelt (max 850 N/mm²).
• 3.1 Grauguss (max 500 N/mm²).
• 3.2 Vergüteter Grauguss (max 1000 N/mm²).
• 3.3 Kugelgraphitguss / Temperguss (max 700 N/mm²).
• 3.4 Kugelgraphitguss / Vergüteter Temperguss (max 1000 N/mm²).
• 5.1 Reinnickel (max 500 N/mm²).
• 5.2 Nickel-Legierung (max 900 N/mm²).
• 5.3 Nickel-Legierung Hart (max 1600 N/mm²).
• 7.3 Al legiert <= 10% Si (max 600 N/mm²).
• 7.4 Al legiert > 10% Si (max 600 N/mm²).
* Gut für:
• 1.6 Legierter, vergüteter Stahl (max 1600 N/mm²).
• 2.2 Austenitisch (max 1100 N/mm²).
• 2.3 Ferritisch / Martensitisch (max 1000 N/mm²).
• 4.1 Reintitan (max 700 N/mm²).
• 4.2 Titan-Legierung (max 900 N/mm²).
• 4.3 Titan-Legierung Hart (max 1250 N/mm²).
• 6.1 Kupfer (max 350 N/mm²).
• 6.2 Kurzspanendes Messing / Bronze (max 700 N/mm²).
• 6.3 Langspanendes Messing (max 700 N/mm²).
• 6.4 Bronze-Hart (Ampco) (max 1500 N/mm²).
• 7.1 Al, Mg, unlegiert (max 350 N/mm²).
• 7.2 Al legiert <= 0.5% Si (max 500 N/mm²).
• 8.1 Thermoplaste (max 50 N/mm²).
• 8.2 Duroplaste (max 80 N/mm²).
-MATERIAL: HSS.
-Endbearbeitung: Titanaluminiumnitrid.
-Geometrie: drei-genutet, um 90º rektifiziert.
-Schaft: Zylinderschaft.
-DIN 335 C.
Erfüllen die Qualitätsrichtlinie ISO 9001, von BSI sowie auch von ANSI und JIS zertifiziert.

|
|
Hss-schaftkegelsenker. 90º din 335, typ c ref. g560
Zur Herstellung von 90º Senkungen.
* Hervorragend für:
• 1.1 Magnetweicheisen, Baustahl (max 400 N/mm²).
• 1.2 Baustahl, Einsatzstahl (max 700 N/mm²).
• 1.3 Kohlenstoffstahl (max 850 N/mm²).
• 1.4 Legierter Stahl (max 850 N/mm²).
• 1.5 Legierter, vergüteter Stahl (max 1200 N/mm²).
• 2.1 Rostfreier Stahl, geschwefelt (max 850 N/mm²).
• 3.1 Grauguss (max 500 N/mm²).
• 3.2 Vergüteter Grauguss (max 1000 N/mm²).
• 3.3 Kugelgraphitguss / Temperguss (max 700 N/mm²).
• 3.4 Kugelgraphitguss / Vergüteter Temperguss (max 1000 N/mm²).
• 5.1 Reinnickel (max 500 N/mm²).
• 5.2 Nickel-Legierung (max 900 N/mm²).
• 5.3 Nickel-Legierung Hart (max 1600 N/mm²).
• 7.3 Al legiert <= 10% Si (max 600 N/mm²).
• 7.4 Al legiert > 10% Si (max 600 N/mm²).
* Gut für:
• 1.6 Legierter, vergüteter Stahl (max 1600 N/mm²).
• 2.2 Austenitisch (max 1100 N/mm²).
• 2.3 Ferritisch / Martensitisch (max 1000 N/mm²).
• 4.1 Reintitan (max 700 N/mm²).
• 4.2 Titan-Legierung (max 900 N/mm²).
• 4.3 Titan-Legierung Hart (max 1250 N/mm²).
• 6.1 Kupfer (max 350 N/mm²).
• 6.2 Kurzspanendes Messing / Bronze (max 700 N/mm²).
• 6.3 Langspanendes Messing (max 700 N/mm²).
• 6.4 Bronze-Hart (Ampco) (max 1500 N/mm²).
• 7.1 Al, Mg, unlegiert (max 350 N/mm²).
• 7.2 Al legiert <= 0.5% Si (max 500 N/mm²).
• 8.1 Thermoplaste (max 50 N/mm²).
• 8.2 Duroplaste (max 80 N/mm²).
-MATERIAL: HSS.
-Endbearbeitung: Titanaluminiumnitrid.
-Geometrie: drei-genutet, um 90º rektifiziert.
-Schaft: Zylinderschaft.
-DIN 335 C.
Erfüllen die Qualitätsrichtlinie ISO 9001, von BSI sowie auch von ANSI und JIS zertifiziert.